
Home : CNC : X-Carve : Easel :  Drilling holes using the hole tool, or the convert to drill holes app, is done with an 1/8" shank circuit board drill, the router speed set to 1, and the pictured custom cut settings. Do not use a router bit or a regular drill bit, only printed circuit board (PCB) drill bits do well at the 16k RPM minimum router speed. While these settings have only been tested on wood, they should work with acrylic as well... Acrylic is less than ideal, accumulated swarf (compressed air can help prevent it) on the bit will lead to melting unless the machine is paused and the swarf removed.
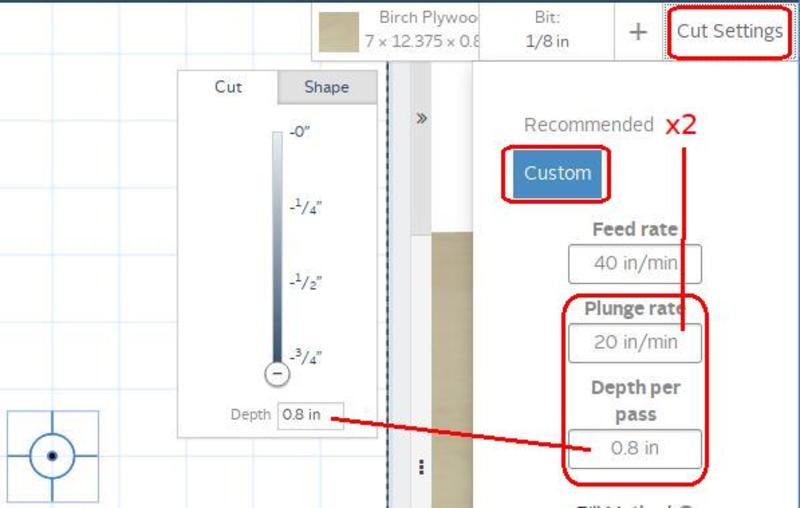
Drilling holes using the hole tool, or the convert to drill holes app, is done with an 1/8" shank circuit board drill, the router speed set to 1, and the pictured custom cut settings. Do not use a router bit or a regular drill bit, only printed circuit board (PCB) drill bits do well at the 16k RPM minimum router speed. While these settings have only been tested on wood, they should work with acrylic as well... Acrylic is less than ideal, accumulated swarf (compressed air can help prevent it) on the bit will lead to melting unless the machine is paused and the swarf removed.
The Plunge rate should be at least 2x (...3x works well in softwood) the Recommended Plunge rate and the Depth per pass should be the same as the Cut Depth. Without these settings the bit will not move smoothly or fast enough (i.e. will get hot and burn/melt the material).
...For an 1/8" drill bit and a lot of 3/8" deep holes (e.g. cribbage boards) even a 700mm/28ipm plunge rate may be a bit slow (a hint of burning). A two plunge setup might be a good idea, e.g. 5mm/.2in depth per pass (two plunges for 3/8" deep holes). In any case, depth per pass should not exceed drill bit flute length.
For through holes, increase the material thickness so that the Cut Depth and Depth per pass can be large enough for the body of the drill to make it through (VS just the tip, .8" VS .75" in the example). Note: the CNC does not use the material thickness info, just the depth of cut info.
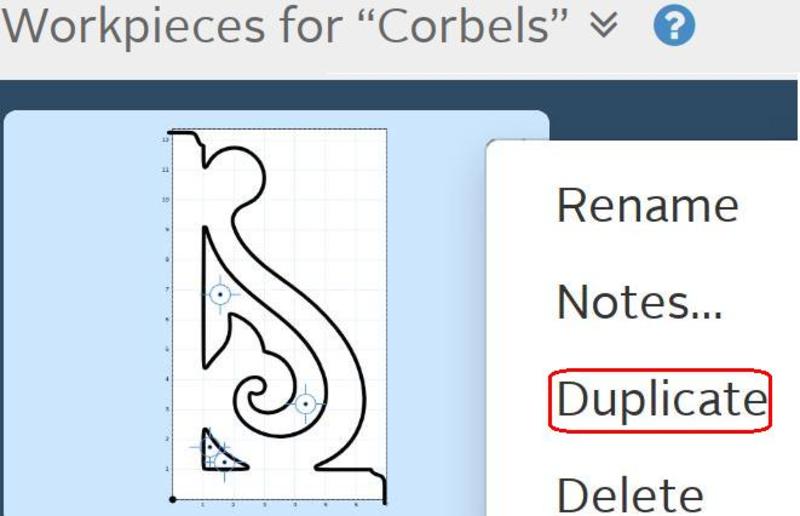
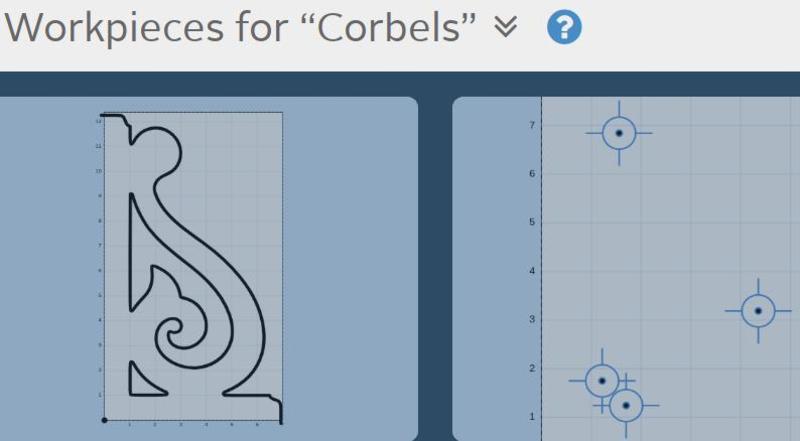
For mixed cut/engrave/drill, create a duplicate workpiece so that the drilling is on a seperate workpiece.
Add Comment
Here you can comment on the following topic by using the form below it.
Drilling holes
 Drilling holes using the hole tool, or the convert to drill holes app, is done with an 1/8" shank circuit board drill, the router speed set to 1, and the pictured custom cut settings. Do not use a router bit or a regular drill bit, only printed circuit board (PCB) drill bits do well at the 16k RPM minimum router speed. While these settings have only been tested on wood, they should work with acrylic as well... Acrylic is less than ideal, accumulated swarf (compressed air can help prevent it) on the bit will lead to melting unless the machine is paused and the swarf removed.
Drilling holes using the hole tool, or the convert to drill holes app, is done with an 1/8" shank circuit board drill, the router speed set to 1, and the pictured custom cut settings. Do not use a router bit or a regular drill bit, only printed circuit board (PCB) drill bits do well at the 16k RPM minimum router speed. While these settings have only been tested on wood, they should work with acrylic as well... Acrylic is less than ideal, accumulated swarf (compressed air can help prevent it) on the bit will lead to melting unless the machine is paused and the swarf removed.{kind=link}
The Plunge rate should be at least 2x (...3x works well in softwood) the Recommended Plunge rate and the Depth per pass should be the same as the Cut Depth. Without these settings the bit will not move smoothly or fast enough (i.e. will get hot and burn/melt the material).
...For an 1/8" drill bit and a lot of 3/8" deep holes (e.g. cribbage boards) even a 700mm/28ipm plunge rate may be a bit slow (a hint of burning). A two plunge setup might be a good idea, e.g. 5mm/.2in depth per pass (two plunges for 3/8" deep holes). In any case, depth per pass should not exceed drill bit flute length.
For through holes, increase the material thickness so that the Cut Depth and Depth per pass can be large enough for the body of the drill to make it through (VS just the tip, .8" VS .75" in the example). Note: the CNC does not use the material thickness info, just the depth of cut info.
For mixed cut/engrave/drill, create a duplicate workpiece so that the drilling is on a seperate workpiece.
{kind=link}
{kind=link}